






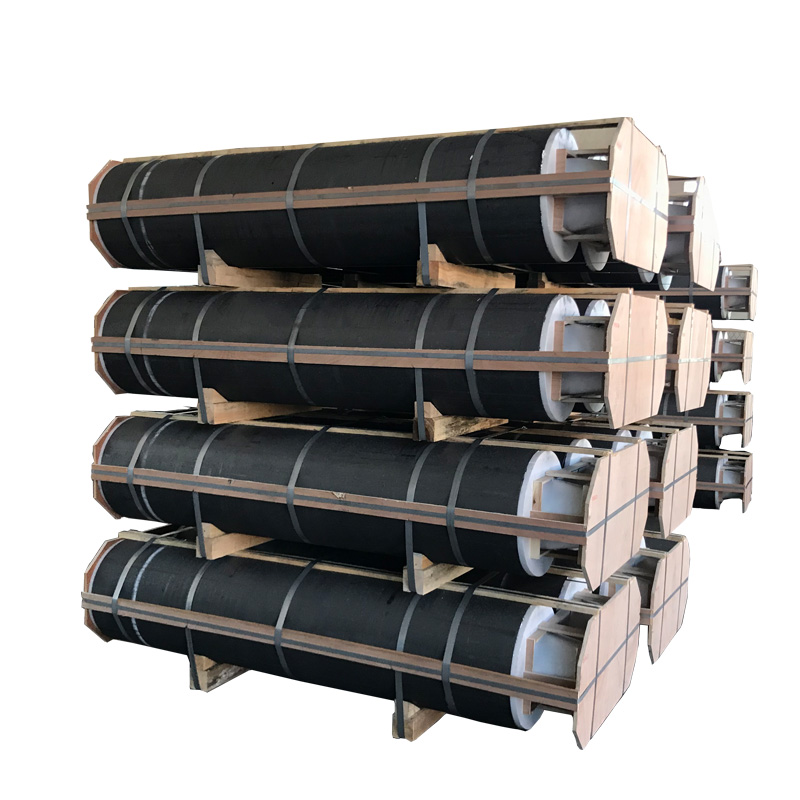
Cos’è un elettrodo in grafite?
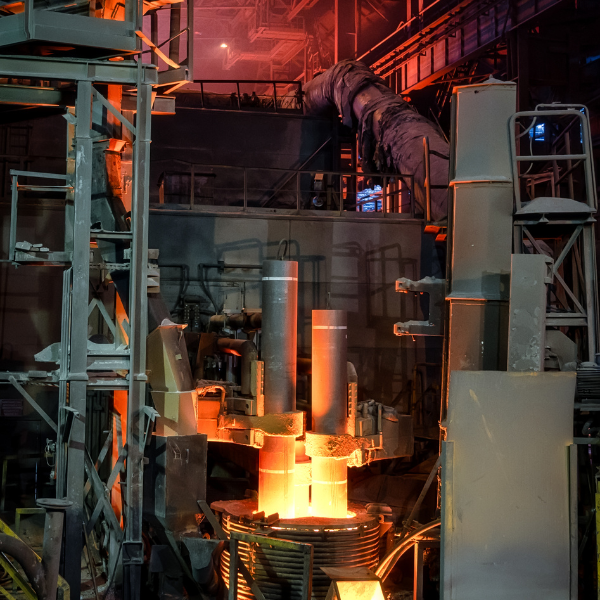
Gli elettrodi in grafite sono componenti conduttivi essenziali nei processi di produzione dell’acciaio mediante forno ad arco elettrico (EAF).
Trasmettono l’energia elettrica all’interno del forno, generando un arco ad alta temperatura tra le colonne di elettrodi e il rottame di acciaio.
Questo calore intenso fonde il rottame, consentendo una produzione efficiente dell’acciaio.
Tipi e caratteristiche
Nella produzione dell’acciaio mediante forno ad arco elettrico (EAF), gli elettrodi in grafite sono classificati in tre categorie in base alle esigenze di potenza: Regular Power (RP), High Power (HP) e Ultra-High Power (UHP).
Ogni tipo offre caratteristiche di prestazione specifiche per soddisfare le diverse necessità operative nel processo di produzione dell’acciaio.

1. Elettrodi in grafite Regular Power (RP)
Gli elettrodi RP sono realizzati con coke petrolifero di grado standard e subiscono una grafitizzazione a temperature più basse.
Hanno una resistività elettrica più elevata e una minore resistenza agli shock termici rispetto agli elettrodi di grado premium.
Vengono tipicamente utilizzati in operazioni EAF a bassa o media potenza, dove non sono richieste prestazioni estreme.
2. Elettrodi in grafite High Power (HP)
Gli elettrodi HP sono prodotti utilizzando coke petrolifero di alta qualità miscelato con coke ad ago a bassa densità.
Offrono una migliore conducibilità e resistenza rispetto agli elettrodi RP.
La microstruttura migliorata consente carichi di corrente più elevati e una migliore stabilità termica.
Adatti per applicazioni EAF ad alta potenza che richiedono maggiore efficienza.

3. Elettrodi in grafite Ultra-High Power (UHP)
Gli elettrodi UHP sono la categoria di punta, prodotti con coke petrolifero premium e coke ad ago ad alta densità.
Subiscono una grafitizzazione estrema (2800–3000°C), offrendo resistenza elettrica ultra-bassa, eccezionale capacità di densità di corrente e superiore resistenza allo stress termico.
Progettati per le operazioni EAF più impegnative, dove si incontrano carichi termici ed elettrici estremi.
Processo di fabbricazione degli elettrodi in grafite
Gli elettrodi in grafite sono realizzati utilizzando coke petrolifero e coke pitch come aggregati, con pitch di carbon fossile come legante..
La produzione di elettrodi in grafite di alta qualità coinvolge diverse fasi precise: calcinazione, frantumazione, setacciatura e miscelazione, impastamento, formatura, cottura, impregnazione (opzionale), grafitizzazione e lavorazione meccanica.
Di seguito una descrizione dettagliata del processo di fabbricazione:

1. Calcinazione (Calcination)
Materie prime: coke petrolifero o coke pitch
Temperatura: superiore a 1300°C
Scopo: rimuovere componenti volatili, aumentare densità reale, resistenza meccanica e conducibilità elettrica
Il coke grezzo viene riscaldato in un forno ad alta temperatura per eliminare umidità, zolfo e altre impurità, ottenendo una struttura carboniosa più stabile.
2. Frantumazione, setacciatura e miscelazione
Il coke calcinato viene frantumato e setacciato in diverse dimensioni di particelle (grossa, media e fine).
Una parte viene macinata in polvere fine.
Le particelle vengono pesate con precisione e miscelate secondo la formulazione.
3. Impastamento (miscelazione con legante)
- La miscela secca viene riscaldata e mescolata con un legante (di solito pitch di carbon fossile) per formare una pasta.
- Temperatura, tempo di miscelazione e tipo di legante influenzano la qualità della pasta e del prodotto finale.
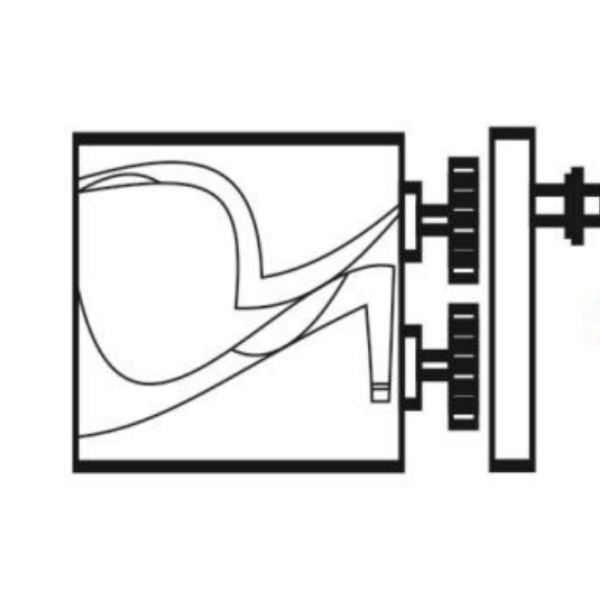
4. Formatura (Molding)
- La pasta viene modellata in elettrodi “verdi”Metodi:
- Estrusione (per elettrodi cilindrici)
- Stampaggio a vibrazione (per elettrodi di grande diametro)
- Stampaggio a compressione (forme speciali)
- Gli elettrodi verdi hanno elevata densità, ma richiedono ulteriori trattamenti termici per la stabilità strutturale.
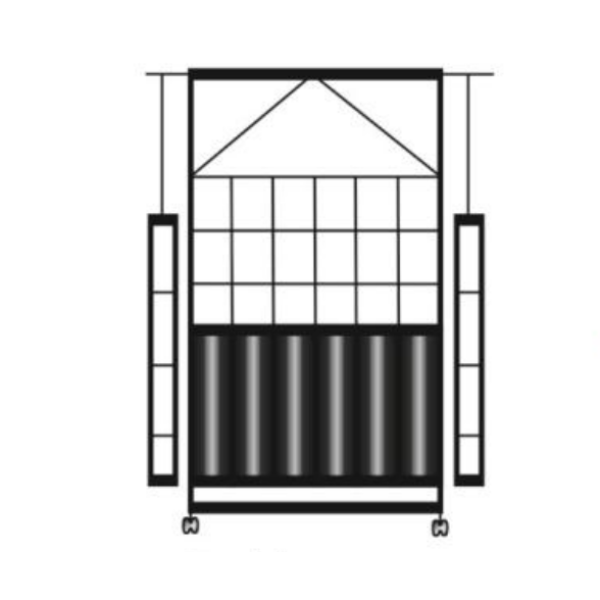
5. Cottura (Carbonizzazione)
- Gli elettrodi verdi vengono cotti in forno a 850–1000°C sotto materiale protettivo (coke o sabbia) per evitare l’ossidazione.
- Il legante subisce carbonizzazione, trasformandosi in una matrice solida di carbonio che lega le particelle di coke.
- Gli elettrodi cotti (“carbonizzati”) acquisiscono resistenza meccanica.
6. Impregnazione (Opzionale – per elettrodi ad alta densità)
- Per aumentare densità e resistenza, gli elettrodi cotti vengono posti in un’autoclave, dove pitch liquido o resina viene forzato nei pori sotto alta pressione.
- Dopo l’impregnazione, gli elettrodi subiscono una seconda cottura per carbonizzare il legante impregnato.
- Per elettrodi ultra-alta densità, questo processo può essere ripetuto 2–3 volte.
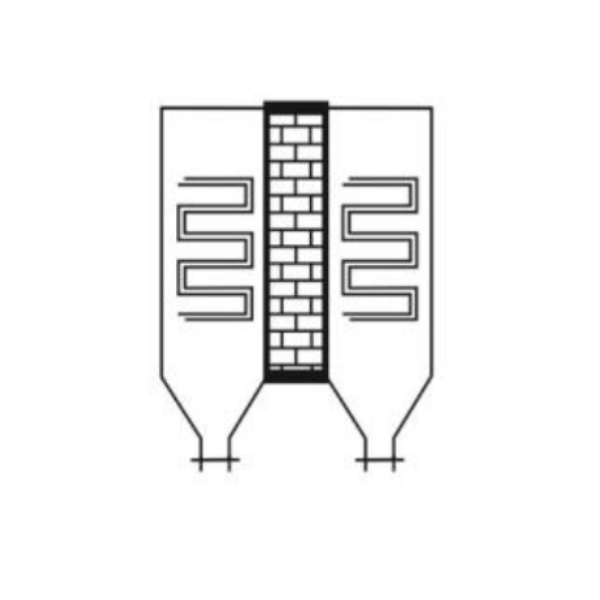
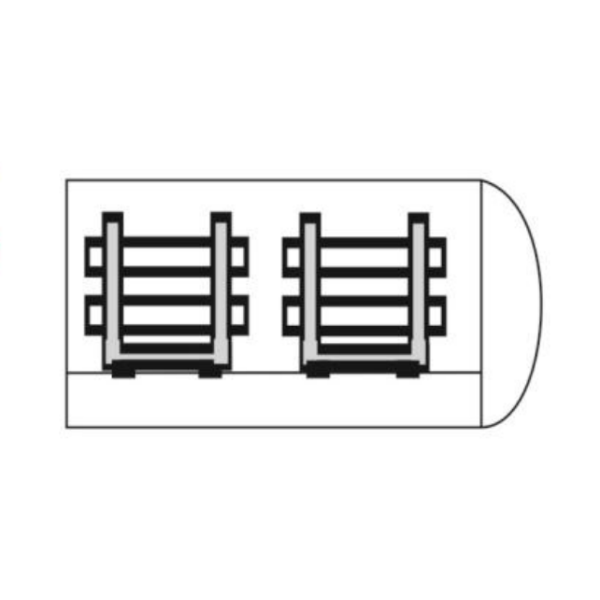
7. Grafitizzazione
Gli elettrodi carbonizzati vengono caricati in un forno di grafitizzazione, coperti con materiale isolante e riscaldati a 2000–3000°C mediante corrente elettrica diretta (processo Acheson o metodo LWG).
- A queste temperature estreme, la struttura carboniosa amorfa si trasforma in un reticolo cristallino di grafite, migliorando significativamente:
- conducibilità elettrica
- resistenza termica
- resistenza all’ossidazione
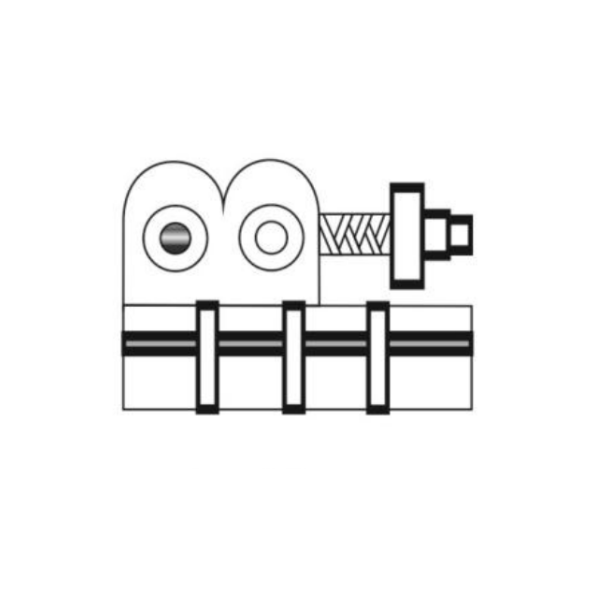
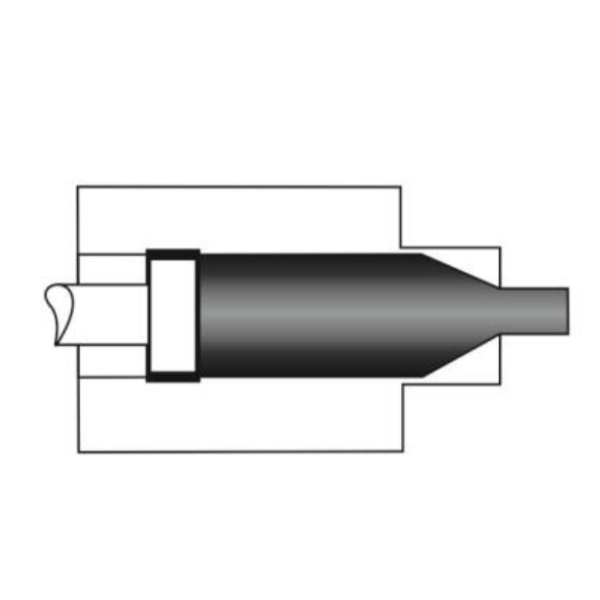
8. Lavorazione meccanica (Final Processing)
- Gli elettrodi grafitizzati vengono lavorati con precisione (tornitura, filettatura, conicatura) per rispettare tolleranze dimensionali esatte.
- Possono essere applicati trattamenti superficiali (es. rivestimenti anti-ossidazione) per migliorare le prestazioni in applicazioni ad alta temperatura.
Applicazioni degli elettrodi in grafite
- Produzione d’acciaio (forni ad arco elettrico, EAF)
- Produzione d’acciaio (forni di colata, LF)
- Produzione di silicio e fosforo


