





SATRAD GROUP liefert hochwertige Kohlenstoff-Anodenblöcke für Elektrolyse-Anwendungen. Unsere Kohlenstoffblöcke erfüllen die ISO 9001- und ASTM-Standards und können mit kundenspezifischen Spezifikationen an Ihre individuellen Elektrolyse-Anforderungen angepasst werden.

Was ist ein Kohlenstoff-Anodenblock?
Vorbackanoden werden als Anodenmaterial in vorgebackenen Aluminium-Elektrolysezellen in Schmelzanlagen eingesetzt.
Sie werden aus Petrokoks und Pechkoks als Zuschlagstoffe hergestellt und mit Kohleteerpech gebunden.
Nach dem Backen erhalten diese Kohlenstoffblöcke eine stabile geometrische Form, weshalb sie auch als vorgebackene Anodenkohlenstoffblöcke bezeichnet werden und traditionell als Kohlenstoffanoden für die Aluminiumelektrolyse bekannt sind.
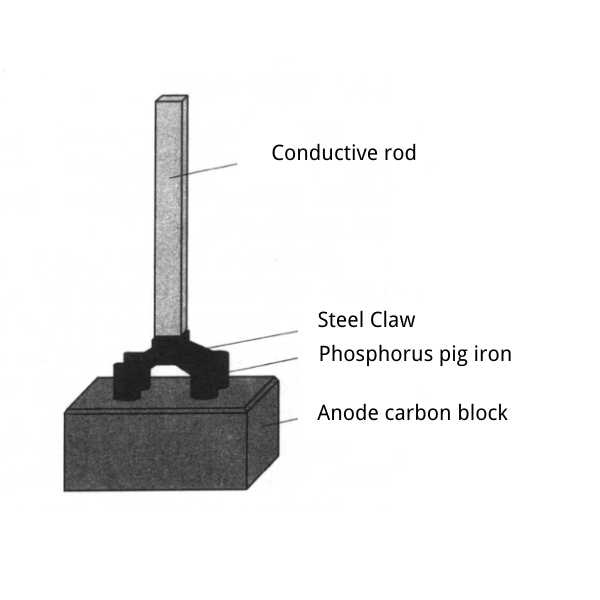
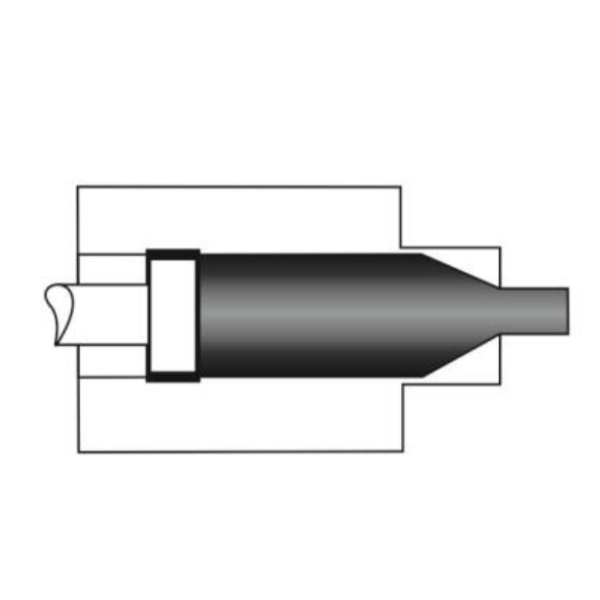
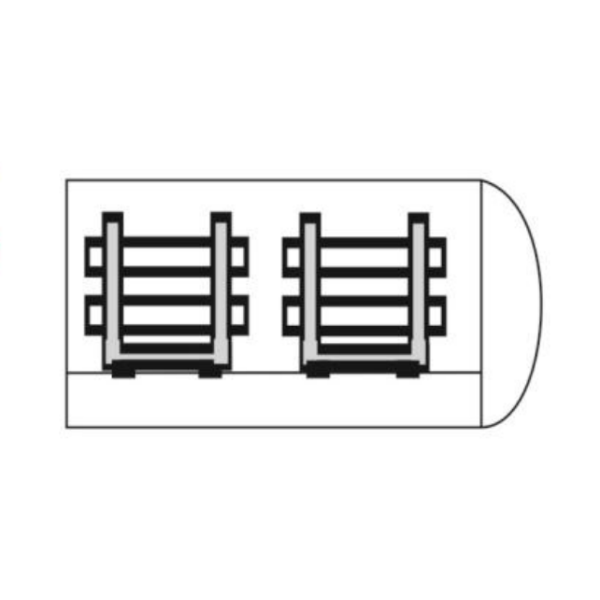
Anodenkohlenstoffblöcke sind typischerweise rechteckige Quader mit 2 bis 4 Schalen auf ihrer Oberseite.
Diese Kohlenstoffschalen haben einen Durchmesser von 160–180 mm und eine Tiefe von 80–110 mm.
Während der Anodenmontage nehmen die Kohlenstoffschalen die Anodenstummel auf, die dann mittels Phosphor-Gusseisen mit der Anode verbunden werden und so eine integrierte Kohlenstoffblockbaugruppe bilden.
Die Abmessungen der Anodenkohlenstoffblöcke variieren je nach Stromkapazität der Elektrolysezelle.
Sie arbeiten im Allgemeinen bei einer Stromdichte von 0,70–0,90 A/cm² und haben einen Lebenszyklus von 20–28 Tagen.
Eigenschaften
| Typ | Scheinbare Dichte g/cm³ | Reine Dichte g/cm³ | Druckfestigkeit MPa | CO₂-Reaktivität % | Biegefestigkeit MPa | Raumtemperatur-WiderstandμΩ·m | WärmeausdehnungskoeffizientK | Aschegehalt % |
| Not less than | Not more than | |||||||
| TY – 1 | 1.56 | 2.05 | 35 | 85 | 9 | 57 | 4.5×10⁻⁶ | 0.5 |
| TY – 2 | 1.53 | 2.03 | 32 | 80 | 8 | 62 | 5.0×10⁻⁶ | 0.7 |
Hinweis: Wenn der Käufer spezielle Anforderungen an physikalische und chemische Eigenschaften hat, die über diese Parameter hinausgehen – z. B. Wärmeleitfähigkeit, Elastizitätsmodul, Luftreaktivität, Luftdurchlässigkeit oder Spurenelementgehalte (Schwefel, Vanadium, Nickel, Silizium, Eisen, Natrium, Calcium, Titan) – werden diese in Absprache zwischen Lieferant und Käufer festgelegt und im Vertrag spezifiziert.
Herstellungsprozess von Kohlenstoff-Anodenblöcken
Vorzerkleinerung, Kalzinierung, Zerkleinerung, Siebung, Klassifizierung und Batching der Rohstoffe wie Petrokoks, Pechkoks und gebrauchte Anoden
Vorbehandlung und Mischen der Bindemittel
Formgebung, Backen und Reinigung der Paste nach dem Mischen

1. Rohstoffvorbereitung
- Vorzerkleinerung der Rohstoffe (z. B. Petrokoks, Pechkoks, Anodenreste)
- Kalzinierung des Kokses zur Entfernung von flüchtigen Bestandteilen und Verbesserung der Leitfähigkeit
- Zerkleinern, Sieben und Klassifizieren zur Erreichung der gewünschten Korngrößenverteilung
- Zusammenstellung der Zuschlagstoffe
2. Bindemittelvorbereitung
- Vorbehandlung von Kohleteerpech zur Anpassung von Viskosität und Erweichungspunkt
3. Mischen & Kneten
- Kneten der trockenen Zuschlagstoffe mit erhitztem Bindemittel, um eine homogene grüne Paste herzustellen
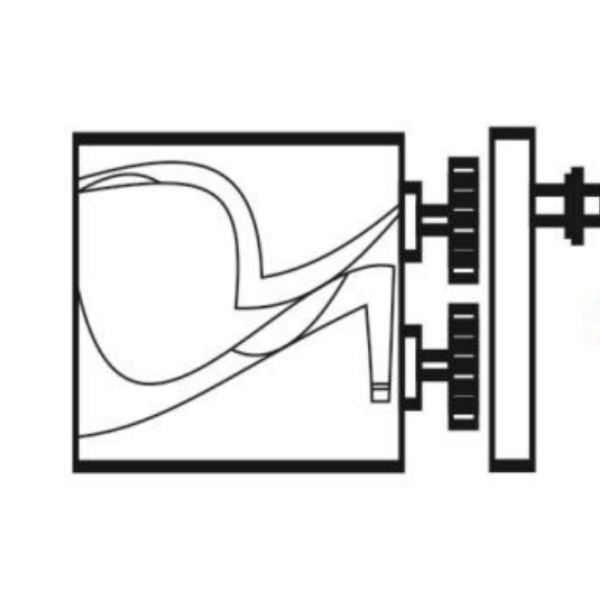
4. Formgebung
- Formen (Vibroverdichtung oder Extrusion) der Paste zu grünen Blöcken
5. Backen
- Brennen der grünen Blöcke in Backöfen (typisch 1100–1200 °C), um das Bindemittel zu karbonisieren und die mechanische Festigkeit zu entwickeln
6. Fertigstellung
- Bearbeitung auf Endmaße
- Qualitätsprüfung (Dichte, Widerstand, Festigkeitstest)
Verwendete Rohstoffe im Herstellungsprozess


1. Petrokoks
- Grüner (roher) Petrokoks wird als Nebenprodukt von Verzögerungskokereien in Raffinerien gewonnen, wo Restöl thermisch geknackt wird.
- Auch bekannt als delayed coke, dient er als Hauptrohstoff für die Anodenproduktion in Aluminiumschmelzen.
- Petrokoks wird bevorzugt wegen:
- Hoher Reinheit (niedriger Metall-/Aschegehalt)
- Hervorragender mechanischer Festigkeit
- Guter elektrischer Leitfähigkeit
- Zusätzlich zu delayed coke wird auch Fluidkoks aus Schweröl durch Wirbelschicht-Koksung hergestellt.
2. Pechkoks
- Eine alternative Rohstoffquelle ist Pechkoks, der durch Pyrolyse und Verkokung von Kohleteerpech hergestellt wird.
- Im Vergleich zu Petrokoks weist Pechkoks folgende Eigenschaften auf:
- Geringerer flüchtiger Anteil
- Höhere Dichte und mechanische Stabilität
3. Kalzinierter Petrokoks (CPC)
- Grüner Petrokoks enthält hohen Feuchtigkeitsgehalt (5–10 %) und flüchtige Bestandteile (8–12 %), sowie Spuren von metallischen und nicht-metallischen Verunreinigungen.
- Seine geringe wahre Dichte, niedrige Festigkeit und hohe elektrische Widerstandsfähigkeit machen ihn ungeeignet für die direkte Anodenproduktion.
- Die Kalzinierung bei 1250–1350 °C entfernt flüchtige Bestandteile und verbessert:
- Mechanische Festigkeit
- Wahre Dichte
- Elektrische Leitfähigkeit
- Eine höhere Schüttdichte des CPC korreliert mit besserer Anodenqualität.

4. Kohleteerpech (Bindemittel)
Kohleteerpech eignet sich besonders als Bindemittel für Kohlenstoff- und Graphitprodukte in Eisen- und Nichteisenmetallurgien aufgrund von:
- Hohem Kohlenstoffgehalt (typischerweise 92–95 Gew.-%)
- Ausgezeichneten Bindeeigenschaften (Erweichungspunkt 80–110 °C für optimale Imprägnierung)
- Hoher Reinheit nach Karbonisierung (Aschegehalt <0,3 % nach Behandlung bei 1200 °C)
- Niedrigen Produktionskosten (Nebenprodukt der Koksofengasreinigung)
Dies macht es zur dominanten Bindemittelwahl für:
✓ Vorgebackene Anoden (Aluminiumelektrolyse)
✓ Graphitelektroden (Stahlherstellung EAF)
✓ Kohlenstoffblöcke (Mg/Pb/Zn-Schmelzen)
✓ Kathodenpasten (Aluminiumreduktionszellen)

5. Anodenreste (Butts)
Butts (gebrauchte Anoden) dienen als zusätzliche Kohlenstoffquelle für die Herstellung vorgebackener Anoden in der Aluminiumelektrolyse.
Bei Verwendung von Butts als Rohstoff müssen die anhaftenden Elektrolytschichten zuvor vollständig entfernt werden.
In der Praxis werden recycelte Butts aus Elektrolysezellen zusammen mit kalziniertem Petrokoks verarbeitet.
Üblicherweise werden die gereinigten Butts zerkleinert und in die neue Anodenformulierung als Teil der groben Zuschlagsstoffe im Trockengemisch eingemischt.
Verpackung
Vorgebackene Anodenprodukte können einfach mit Plastikfolie verpackt werden, oder es können andere Verpackungsmethoden zwischen Lieferant und Käufer vereinbart werden.
Transport und Lagerung
Vorgebackene Anoden sollten sauber und trocken während Transport und Lagerung gehalten werden, um Feuchtigkeit und Beschädigungen zu vermeiden.
Bestellen Sie bei uns
Unsere Hochleistungs-Vorgebackanoden sind entwickelt mit:
✅ Festem Kohlenstoffgehalt ≥95 % (bis zu 98 % für Premiumqualität) mit minimalen Verunreinigungen
✅ Hoher Festigkeit & Verschleißbeständigkeit
✅ Maßgeschneiderte Abmessungen, die perfekt in Ihre Elektrolysezellen passen
Fordern Sie noch heute Ihr kostenloses individuelles Angebot an
Kontaktieren Sie uns, und unser technisches Team wird:
- Ihre spezifischen Anforderungen im Schmelzprozess analysieren
- Die optimalen Anodenspezifikationen für Ihre Anlage empfehlen
- Einen wettbewerbsfähigen und transparenten Preisplan bereitstellen
📞 Rufen Sie uns jetzt an: +86 13184770996
📧 E-Mail: info@satradco.com
Ihr zuverlässiger Lieferant für vorgebackene Anoden — SATRAD GROUP!

