






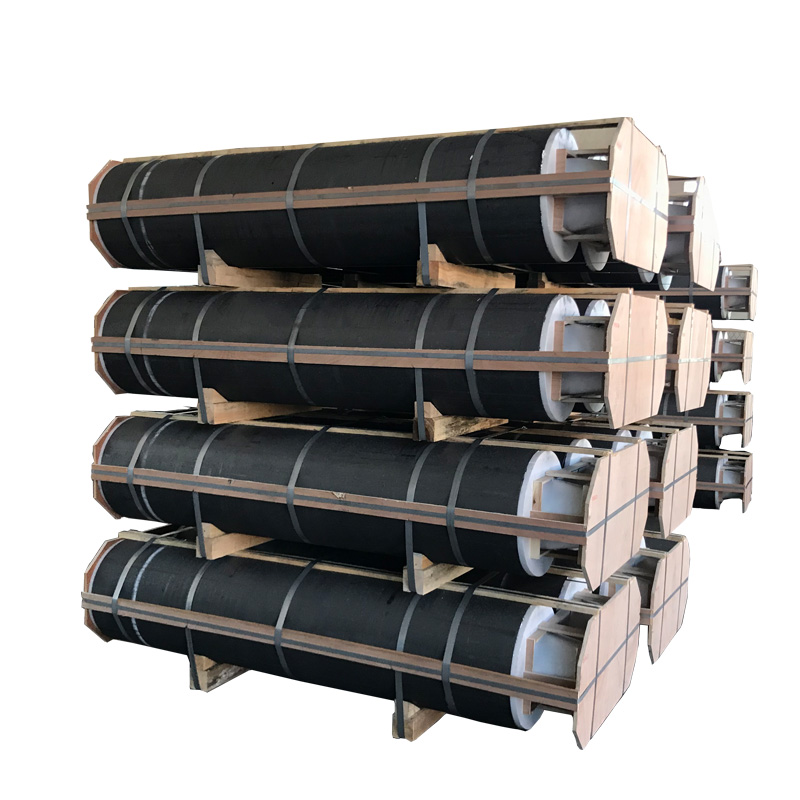
グラファイト電極とは?
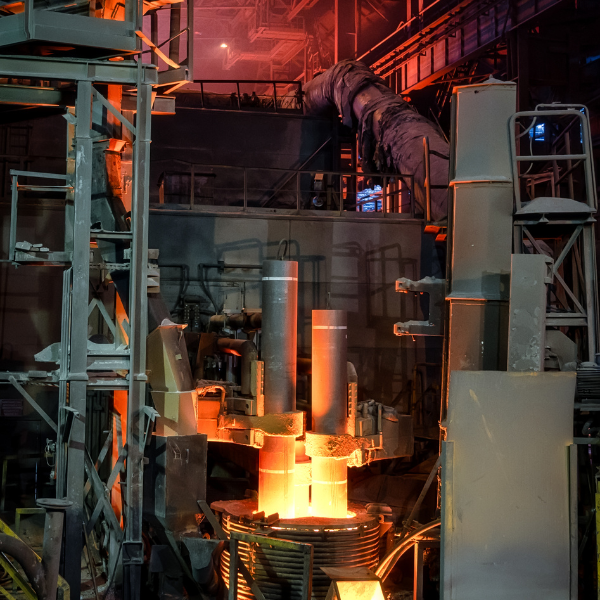
グラファイト電極は、電気アーク炉(EAF)製鋼プロセスにおいて不可欠な導電部品です。
これらは電気エネルギーを炉内に伝達し、電極柱と鉄スクラップの間に高温のアークを発生させます。
この強力な熱によって鉄スクラップが溶解し、効率的な製鋼が可能となります。
種類と特性
電気アーク炉(EAF)による製鋼において、グラファイト電極は電力要件に基づき、レギュラーパワー(RP)、ハイパワー(HP)、そしてウルトラハイパワー(UHP)の3つのグレードに分類されます。
それぞれのタイプは異なる性能特性を持ち、製鋼プロセスにおけるさまざまな運転ニーズに対応しています。

1. レギュラーパワー(RP)グラファイト電極
RP 電極は標準グレードの石油コークスから製造され、比較的低温で黒鉛化処理が行われます。
これらは高グレード電極と比べて電気抵抗率が高く、耐熱衝撃性が低いという特徴があります。
通常、極端な性能が求められない低〜中電力の電気アーク炉(EAF)操業に使用されます。
2. ハイパワー(HP)グラファイト電極
HP 電極は、高品質の石油コークスに低密度ニードルコークスを配合して製造され、RP 電極よりも優れた導電性と強度を備えています。
その改良された微細構造により、より高い電流負荷に対応でき、熱安定性も向上しています。
これにより、より高い効率が求められるハイパワーEAF用途に適しています。

3. ウルトラハイパワー(UHP)グラファイト電極
UHP 電極は最上位グレードであり、プレミアム品質の石油コークスと高密度ニードルコークスを用いて製造されます。
これらは 2800〜3000℃ の極めて高温で黒鉛化処理され、超低電気抵抗、卓越した電流密度性能、そして優れた耐熱衝撃性を実現しています。
この電極は、極限的な熱負荷および電気負荷がかかる最も要求の厳しい EAF 操業のために設計されています。
グラファイト電極の製造工程
グラファイト電極は、骨材として高品質の石油コークスおよびピッチコークスを使用し、結合材としてコールタールピッチを用いて製造されます。
高品質なグラファイト電極の生産には、複数の精密な工程が含まれます。これには、焼成、粉砕、混合、練り合わせ、成形、焼成、含浸(任意)、黒鉛化、そして機械加工が含まれます。
以下に、その製造工程の詳細を示します。

1. 焼成(カルシネーション)
原料:石油コークスまたはピッチコークス
温度:1300℃以上
目的:揮発分を除去し、真密度・機械的強度・電気伝導性を向上させる。
原料コークスを高温炉で加熱し、水分・硫黄・その他の不純物を除去することで、より安定した炭素構造が得られる。
2. 粉砕・ふるい分け・混合
焼成後のコークスを粉砕し、粗粒・中粒・微粉に分級する。
一部は微粉末に粉砕される。
粒子は配合処方に従って正確に計量・混合される。
3. 練り合わせ(バインダーとの混合)
- 乾燥混合物を加熱し、通常はコールタールピッチをバインダーとして加えてペースト状にする。
- 温度、混合時間、バインダーの特性がペーストの品質および最終製品の品質に大きく影響する。
4. 成形(モールディング)
- ペーストを「グリーン電極」に成形する。成形方法は以下の通り:
- 押出成形(円筒形電極用)
- 振動成形(大径電極用)
- 圧縮成形(特殊形状用)
- 成形されたグリーン電極は高密度を持つが、構造安定性のためにさらに熱処理が必要となる
5. 焼成(炭化工程)
- グリーン電極をコークスまたは砂で覆い、酸化を防ぎながら 850〜1000℃ の炉で焼成する。
- この過程でバインダーが炭化し、コークス粒子を結合させる固体炭素マトリックスに変化する。
- 焼成後の電極(炭化電極)は機械的強度を獲得する。
6. 含浸(オプション – 高密度電極用)
- 密度と強度を向上させるため、焼成電極をオートクレーブに入れ、液体ピッチまたは樹脂を高圧で電極の細孔内に浸透させる。
- 含浸後、電極は二次焼成を行い、含浸されたバインダーを炭化させる。
- 超高密度電極の場合、この工程は 2〜3回繰り返される。
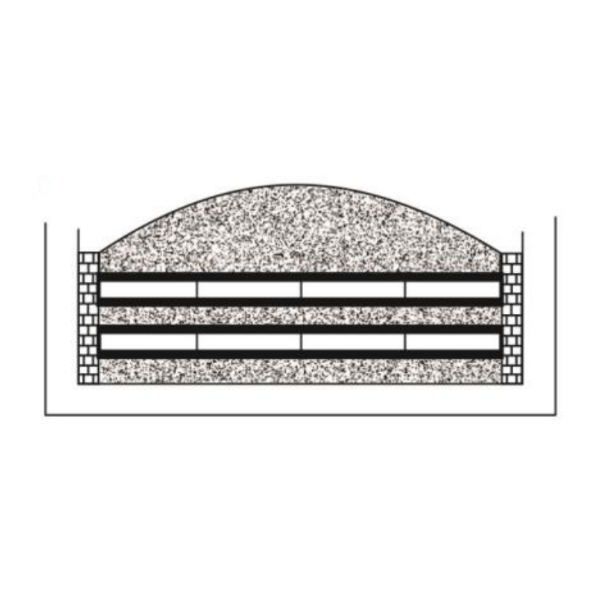
7. 黒鉛化
炭化電極を黒鉛化炉に装入し、断熱材で覆った後、直接通電方式(アチソン法またはLWG法)により 2000〜3000℃ まで加熱する。
- この極高温下で非晶質炭素構造が結晶性の黒鉛格子に変化し、以下の特性が大幅に向上する:
- 電気伝導性
- 耐熱性
- 耐酸化性
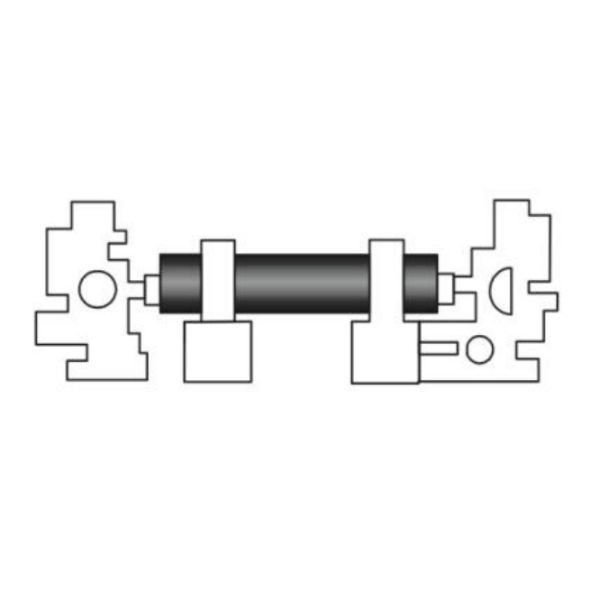
8. 機械加工(最終工程)
- 黒鉛化された電極を精密加工(旋削、ねじ切り、テーパー加工など)し、寸法公差を正確に満たすよう仕上げる。
- 必要に応じて、耐酸化コーティングなどの表面処理が施され、高温用途での性能が向上する。
グラファイト電極の用途
- 製鋼(電気アーク炉 EAF)
- 製鋼(取鍋炉 LF)
- シリコンおよびリンの製造


